Несмотря на интенсивный рост использования в упаковочном производстве полимеров, одними из наиболее широко применяемых тарных материалов продолжают оставаться картон и гофрокартон. Разнообразные складные коробки и ящики, изготавливаемые из этих материалов, являются в настоящее время наиболее распространенными видами тары. К их достоинствам относятся:
- низкая стоимость;
- широкий ряд типоразмеров и конструкций;
- высокая технологичность изготовления с применением высокоавтоматизированного оборудования;
- возможность высококачественного оформления с использованием различных технологий печати и отделки;
- высокая технологичность сборки и заполнения продукцией;
- высокая технологичность транспортировки и хранения как в наполненном, так и в пустом состоянии: коробки из картона и гофрокартона являются складной тарой, что позволяет значительно экономить место при хранении и транспортировке пустых коробок.
Сегодня коробки из картона широко используются для упаковки продуктов питания, табачных изделий, лекарств, парфюмерной продукции, бытовой химии (стиральных порошков), бытовой техники, обуви и других видов потребительских товаров.
Из картона обычно изготавливается внутренняя или внешняя упаковка товара. Гофрокартон, как правило, применяется для внешней и транспортной упаковки.
Проектирование коробок из картона и гофрокартона
При разработке конструкции коробок из картона и гофрокартона необходимо учитывать характеристики упаковываемой продукции, физико-химические свойства и цену материала упаковки, а также другие факторы.
Процесс проектирования коробок обычно включает следующие стадии:
- определение основных характеристик коробок: типа и толщины материала, формы и габаритных размеров;
- выбор способов печати и отделки;
- проектирование развертки (раскроя) коробки;
- тестирование образца коробки и его согласование с заказчиком.
Выбор материала
При выборе материала принимаются во внимание следующие факторы:
- защитные свойства материала упаковки (механическая прочность, влаго-, жиро- и газонепроницаемость и т.д.);
- технологические свойства материала упаковки (запечатываемые свойства материала, технологичность обработки в машинах для производства тары, например пригодность к склейке и сварке, технологичность при упаковывании товара);
- цена материала.
Материал коробки должен обеспечивать стабильность ее формы при эксплуатации, от чего зависит качество выполнения тарой защитной и логистической функций, в частности способность коробки предохранять товар от повреждений и потерь, ее пригодность к стапелированию
и т.д. Стабильность формы коробки зависит от ее конструкции и механических характеристик материала, из которого она изготовлена.
Механические характеристики картона и гофрокартона определяются следующими факторами:
- толщиной материала;
- ориентацией волокон для картона и направлением гофр для гофрокартона;
- влажностью материала.
Толщина материала выбирается в зависимости от объема коробки и массы продукта, который будет в нее упаковываться. При увеличении объема коробки и массы продукта требуемая толщина материала возрастает.
При проектировании коробок необходимо учитывать, что картон и гофрокартон отличаются анизотропией механических свойств по длине и ширине листа (полотна). В машинном направлении прочность и жесткость листа (полотна) картона выше, чем в поперечном. При увеличении толщины картона разница между механическими свойствами материала в машинном и поперечном направлениях возрастает. Механические свойства гофрокартона подобным образом зависят и от направления гофр.
Существенное влияние на свой ства картона и гофрокартона оказывает влажность окружающей среды. Эти материалы отличаются достаточно высокой гигроскопичностью, и при впитывании влаги их механические свойства значительно ухудшаются. Для предохранения коробок от воздействия влаги на их поверхность может наноситься защитное покрытие.
Определение формы и габаритных размеров коробки
При определении формы и габаритных размеров коробки учитываются следующие требования:
- минимизация расхода материала;
- соответствие формы и размеров коробки требованиям логистики;
- технологичность конструкции коробки для сборки и упаковывания товара;
- удобство коробки для потребителя;
- привлекательный внешний вид.
При определении формы и габаритных размеров коробки необходимо принимать во внимание практику их унификации. Унификация картонной тары по типоразмерам и конструкции служит для рационализации ее производства, транспортировки и хранения. Унификация картонных коробок способствует снижению расходов на их разработку, изготовление, содействует организации серийного и поточного производства на высокопроизводительном автоматизированном оборудовании. Значительно снижаются также затраты, связанные с упаковыванием товаров в коробки, транспортировкой, хранением и продажей упакованной продукции.
Унификация тары по типоразмерам базируется на модульной системе, в основу которой положены регламентированные стандартами размеры групповой транспортной упаковки (модульной упаковки): поддонов и контейнеров. В настоящее время стандартные поддоны для железнодорожных перевозок имеют размеры 800x1200 и 600x1200 мм, для морских перевозок стандартом ISO рекомендованы поддоны размером 1000x1200 мм. Размеры модульной упаковки являются сегодня определяющими при проектировании погрузочно-разгрузочных и транспортных средств, расчете площадей складских помещений, магазинных стеллажей и т.д.
Для использования преимуществ унификации тары габаритные размеры коробок должны быть кратны размерам модульной упаковки.
Важным требованием, предъявляемым к картонным коробкам, является их пригодность к работе с автоматизированным упаковочным оборудованием. Конструкция коробки должна предусматривать возможность ее автоматической сборки с последующим упаковыванием в нее товара и формированием групповых модульных упаковок.
Выбор способа печати и отделки
Качественное полиграфическое оформление компенсирует некоторое однообразие унифицированной тары, способствует привлечению внимания покупателей и стимулирует таким образом рост сбыта товара.
Выбор способов печати и отделки обусловлен свойствами материала коробки и ее назначением. Естественно, что к оформлению потребительской тары предъявляются гораздо более высокие требования, чем к оформлению транспортной тары. Однако в связи с тем, что в последнее время в магазинах самообслуживания товары выставляются на прилавки в том числе и в транспортной таре, качество оформления последней также приобрело большое значение.
* Обозначения разработаны совместно Европейской федерацией производителей коробок из гофрированного картона (FEFCO) и Европейской ассоциацией изготовителей гофрированного картона (ASSCO).
Методы испытания коробок из гофрокартонаДля определения важных эксплуатационных характеристик упаковки из гофрокартона федерацией FEFCO разработан ряд тестовых испытаний. Испытание пустой коробки из гофрокартона на сопротивление сжатию Испытание проводится с использованием специального тестового Для выполнения теста необходим прибор для определения усилия сжатия, обеспечивающий погрешность не более 2% от измеренного значения, а также измерительная линейка с погрешностью ± 1 мм, или не более 5% от измеренного значения. Перед началом испытания картонная коробка устанавливается на нижнюю плиту и выравнивается относительно ее центра. Пространственная ориентация коробки определяется исходя из задачи испытания. Для точного позиционирования коробки на плите должна быть сделана соответствующая разметка. После включения механизма перемещения плиты (плит) коробка подвергается сжатию. Испытание следует закончить до полного разрушения коробки. Величина сопротивления сжатию (выражается в ньютонах) замеряется в трех точках. После окончания теста оформляется протокол, в котором указываются сведения об упаковке, использованных при тестировании машинах и приборах, условиях проведения испытания, а также фиксируются полученные результаты. Для коробок, состоящих из нескольких частей (например, телескопических), испытание должно производиться поочередно для каждой части, после чего результаты суммируются.
Испытание коробки из гофрокартона на ударопрочность при падении Тест предназначен для испытания прочности коробки с упакованным в нее товаром к ударным нагрузкам, возникающим, например, при ее падении. Результаты теста также позволяют определить качество выполнения коробкой функции защиты товара. Тест заключается в имитации свободного падения коробки с упакованным в нее товаром на горизонтальную поверхность. Высота падения и пространственная ориентация коробки определяются исходя из задачи испытания. Высота падения измеряется как кратчайшее расстояние от нижней точки коробки до поверхности, на которую она падает. Для описания пространственной ориентации коробки указывается, какой из сторон, граней или углов она ударяется. Если удар приходится на боковую грань или угол, они обозначаются номерами сторон, которые их образуют. Поверхность, на которую падает коробка, должна быть ровной и твердой, ее деформация в результате удара коробки должна быть пренебрежительно мала. Для проведения испытания рекомендуется использовать специальную установку, позволяющую закрепить коробку на необходимой высоте в определенном положении и обеспечить затем ее падение вниз без придания ей ускорения или вращательного импульса.
Испытание коробки из гофрокартона на устойчивость к низкочастотным колебаниям Тест предназначен для испытания устойчивости коробки с упакованным в нее товаром к низкочастотным колебаниям, возникающим, например, при транспортировке. Тест может проводиться как для одной коробки, так и для стопы коробок. Амплитуда и продолжительность воздействия колебаний, а также пространственная ориентация коробки определяются исходя из задачи испытания. Для описания пространственной ориентации коробки используется такая же система обозначений, как и в тесте на ударопрочность при падении (см. выше). Для проведения испытания необходимо применять виброустановку. Коробка укладывается на стол виброустановки, который должен иметь горизонтальную, гладкую и твердую поверхность. Механизм привода виброустановки должен обеспечивать колебания стола с возможностью регулировки частоты и амплитуды в диапазоне 2-7 кГц и 5,0-12,5 мм соответственно. После окончания теста производится проверка состояния коробки и ее содержимого. Обнаруженные повреждения измеряются и фиксируются в протоколе. Указываются также сведения об упаковке, использованном при тестировании оборудовании и условиях проведения испытания. Испытание ударопрочности коробки из гофрокартона Тест предназначен для испытания прочности коробки с упакованным в нее товаром к ударным нагрузкам. Результаты теста позволяют также определить качество выполнения коробкой функции защиты товара. Тест заключается в имитации удара коробки с упакованным в нее товаром о наклонную поверхность.
Для проведения испытания используется установка, включающая передвигающуюся по рельсам тележку, на которую укладывается коробка. Рельсы должны быть уложены на специальном помосте под углом 10° к горизонтали. В нижней точке рельсовый путь заканчивается наклонной стеной, образуя с ее плоскостью угол 90°. После установки коробки тележка под действием силы тяжести спускается вниз по наклонному рельсовому пути. При приближении тележки к нижней точке пути происходит удар коробки о плиту, закрепленную на стене. Поверхность плиты должна быть ровной и твердой, ее деформация в результате удара должна быть пренебрежительно мала. Тестовая установка должна быть оснащена устройством закрепления тележки перед началом теста на заранее определенном расстоянии от стены, зависящем от требуемой скорости тележки с коробкой. Скорость тележки и пространственная ориентация коробки определяются исходя из задачи испытания. Для описания пространственной ориентации коробки используется такая же система обозначений, как и в тесте на ударопрочность при падении (см. выше). По окончании теста производится проверка состояния коробки и ее содержимого. Обнаруженные повреждения измеряются и фиксируются в протоколе. Указываются также сведения об упаковке, использованном при тестировании оборудовании и условиях проведения испытания. Определение прочности шарнирных соединений коробки из гофрокартона Испытание проводится на вырезанном из коробки прямоугольном тестовом образце с использованием специального тестового устройства, представляющего собой механический или гидравлический пресс с устройством крепления образца и V-образной давящей головкой. Давящая головка должна иметь привод для перемещения со скоростью около 12,5 ± 2,5 мм/мин. Тестовое устройство должно быть оборудовано прибором для измерения силы, с которой головка воздействует на тестовый образец. При проведении испытания тестовый образец шириной не менее 150 мм закрепляется в установке таким образом, чтобы его сторонки образовывали угол 90є, а шарнирное соединение находилось под ребром V-образной головки. Перемещаясь вниз, головка оказывает давление на шарнирное соединение. Тест позволяет установить величину максимального сопротивления шарнирного соединения разрыву. По окончании теста оформляется протокол, в котором указываются сведения о тестовом образце и шарнирном соединении, использованном при тестировании оборудовании, условиях проведения испытания, а также фиксируются полученные результаты.
|




Проектирование развертки (раскроя) коробки
После выбора материала, определения габаритных размеров и формы разрабатывается развертка - технологический чертеж заготовки, из которой впоследствии будет собрана коробка. Развертка должна изображать внешнюю (запечатываемую) сторону коробки и отражать особенности технологического процесса ее изготовления и сборки.
Элементы развертки коробки можно условно поделить на основные и вспомогательные. К главным элементам относятся боковые стенки, а также дно и крышка коробки. На основные элементы развертки в процессе ее изготовления может наноситься графическая и текстовая информация. Вспомогательные элементы развертки - различные клапаны - служат для скрепления основных элементов при сборке коробки.
Обозначения, используемые в чертежах разверток коробок, приведены в таблице.
На развертке обязательно указываются габаритные размеры коробки. Согласно установившейся практике, при описании коробки ее габаритные размеры обозначаются следующим образом:
Длина (L) x Ширина (B) x Высота (H).
Значения габаритов определяются путем измерения размеров основных элементов развертки как расстояния между линиями биговки. Измерения следует производить при стандартных климатических условиях: температуре 23 °C и влажности 50%.
Для коробок телескопической конструкции, широко используемых, например, для упаковки обуви, кроме указанных выше трех габаритных размеров, необходимо приводить значение высоты верхней части (съемной крышки). В этом случае обозначение габаритных размеров имеет следующий вид:
Длина (L) x Ширина (B) x Высота корпуса (H)/Высота крышки (h).
Четвертый размер необходимо указывать также для коробок с перекрывающимися внешними клапанами. В этом случае приводится величина области перекрытия:
Длина (L) x Ширина (B) x Высота корпуса (H)/Величина области перекрытия (o).
Для облегчения процесса проектирования и производства коробок основные их типы стандартизованы.
В Европе наибольшее распространение получили стандарты, разработанные Европейской ассоциацией производителей картона (ECMA) и Европейской федерацией производителей коробок из гофрированного картона (FEFCO).
Согласно классификации ECMA коробки делятся на следующие группы:
- группа A - коробки прямоугольной формы с клеевым скреплением;
- группа B - коробки прямоугольной формы со скреплением замками различных конструкций;
- группа C - коробки непрямоугольной формы с клеевым скреплением;
- группа D - коробки непрямоугольной формы со скреплением замками различных конструкций;
- группа E - коробки, находящиеся в непосредственном контакте с упаковываемым продуктом или предназначенные для групповой упаковки;
- группа F - коробки, конструкции которых не вошли в другие
группы.
Согласно классификации FEFCO коробки делятся еще на шесть групп:
- группа 02 - коробки, собираемые из одной развертки и закрываемые клапанами. При сборке таких коробок могут использоваться клеевое скрепление, шитье скобами, а также скрепление липкой лентой;
- группа 03 - коробки телескопической конструкции, собираемые из нескольких частей;
- группа 04 - коробки, собираемые из одной развертки, со скреплением замками различных конструкций;
- группа 05 - коробки, а также детали коробок, закрывающиеся путем взаимного перемещения элементов конструкции;
- группа 06 - коробки, собираемые из трех заготовок: корпуса и двух боковых стенок;
- группа 07 - коробки, собираемые из одной развертки, с клеевым скреплением.
В группу 09 объединены внутренние вкладыши, донные листы, перегородки и другие внутренние детали коробок.
При проектировании разверток широкое применение нашли системы САПР.
Заключительные стадии проектирования
После разработки чертежа заготовки изготавливается образец коробки, который согласовывается с заказчиком. Образец может подвергаться испытаниям, в ходе которых моделируются нагрузки, возникающие при эксплуатации коробки. По результатам тестов может быть изменен материал или произведена коррекция конструкции коробки.
После утверждения конструкции коробки изготавливается еще один образец для согласования с заказчиком полиграфического оформления коробки.
Важным этапом технологического процесса является разработка оптимальной схемы раскладки заготовок коробок на листе картона или гофрокартона. Формат листа зависит от характеристик печатного и отделочного оборудования. Оптимизация раскладки позволяет снизить себестоимость коробки за счет сокращения отходов материала и повышения производительности процесса. Качество раскладки характеризует коэффициент использования материала, рассчитываемый как отношение суммарной площади заготовок к площади листа.
При позиционировании заготовок на листе необходимо учитывать ориентацию волокон или гофр материала, а также стараться обеспечить равномерное распределение давления при печати и штанцевании.
Технология изготовления коробок из картона и гофрокартона
Процесс производства коробок из картона и гофрокартона включает следующие технологические операции:
- печать;
- отделка;
- штанцевание;
- сборка.
Печать
Для печати на картоне и гофрокартоне наиболее часто используются офсетная, флексографская и трафаретная технологии. Листовой гофрокартон, как правило, запечатывается на листовых офсетных или флексографских машинах. Для печати на картоне применяются как листовые офсетные, так и рулонные флексографские машины. Трафаретная печать чаще всего комбинируется с офсетным или флексографским способом, расширяя технологические возможности печатного процесса.
Декоративная и защитная отделка
Отделка картонной упаковки позволяет разнообразить оформление и улучшает ее эксплуатационные функции. К наиболее популярным способам отделки относятся: лакирование, припрессовка пленки (ламинирование) и горячее тиснение фольгой.
Лакирование - процесс нанесения на поверхность материала лаковых композиций, которые при высыхании образуют гладкие прозрачные пленки, улучшающие внешний вид продукции и выполняющие защитную функцию. Для нанесения лака служат ротационные печатные аппараты, лакирование выполняется в свободной от печати секции печатной машины или на специализированном оборудовании.
Припрессовка пленки - процесс создания на поверхности материала прозрачного полимерного покрытия, выполняющего в основном защитную функцию. Припрессовка пленки может выполняться на листовых и рулонных ламинаторах с использованием клеев разных типов.
Горячее тиснение фольгой - процесс переноса на оттиск под действием давления и высокой температуры металлизированной или цветной пленки. Горячее тиснение фольгой является эффектным оформительским приемом, а также способствует повышению степени защиты продукции от подделки. Для горячего тиснения фольгой используются тигельные, плоскопечатные и ротационные прессы. На практике для тиснения фольгой достаточно часто применяются переоборудованные машины высокой печати.
Отделочные операции выполняются как на поточных печатно-отделочных линиях, так и на операционном оборудовании.
Штанцевание
Штанцевание - комплекс технологических операций, обеспечивающих формирование конструктивных элементов коробок. Качество выполнения штанцевания определяет точность геометрических размеров коробки, их прочность и долговечность. В процессе штанцевания могут выполняться следующие операции:
- высечка контура развертки коробки;
- биговка линий сгибов на развертке;
- перфорация;
- рицовка.
Высечка предназначена для придания заготовкам коробок требуемой конфигурации. Инструментами для высечки служат плоские или ротационные ножи-штампы. Высечка производится на тигельных, плоскопечатных и ротационных прессах. В мелкосерийном и единичном производстве широкое распространение получили так называемые челночные устройства, в которых штамп с уложенной на него заготовкой прокатывается через ротационную печатную пару.
При производстве коробок из гофрокартона с прямоугольной разверткой можно обойтись без высечки, так как в этом случае прорези для формирования клапанов коробки могут выполняться на специальных резальных машинах - слоттерах.
Биговка - нанесение на материал линий сгибов в виде выдавленных канавок, по которым в дальнейшем будет производиться фальцовка. Биговка предназначена для снижения жесткости материала по линиям будущих сгибов. Инструментами для биговки служат биговальный нож и биговальная матрица. Биговка может быть как плоской, так и ротационной.
Перфорация - высечка цепочки отверстий небольшого размера. Она может служить для облегчения фальцовки за счет удаления излишков материала с фальца. Обычно перфорация выполняется дисковым зубчатым ножом.
Рицовка - надрез поверхности материала. Рицовку производят в местах склейки деталей коробок. Благодаря проникновению клея в надрез достигается повышение прочности клеевого скрепления.
После штанцевания развертка коробки остается связанной с листом перемычками, поэтому для полного ее отделения автоматически или в ручную производится операция удаление облоя.
Сборка
После удаления облоя и разделения заготовок коробок они могут либо упаковываться и отправляться к заказчику, либо выполняется их сборка.
Сборка заключается в фальцовке коробки и скреплении ее деталей, то есть складывании из плоской заготовки объемной коробки и фиксации ее формы. Для скрепления деталей коробки наибольшее распространение получили легко поддающиеся автоматизации клеевой способ и механическое скрепление при помощи замков разных конструкций.
Для автоматизированной сборки коробок в настоящее время применяются фальцевально-склеивающие линии.
Как уже отмечалось, в производстве коробок из картона и гофрокартона сегодня широкое применение нашли различные средства автоматизации. При проектировании коробок используются САПР, на разных этапах технологического процесса изготовления коробок применяются различные поточные линии, на которых выполняются печать, отделка, штанцевание и сборка коробок. Использование высокоавтоматизированных линий позволяет значительно повысить производительность и сократить издержки производства. Как правило, подобные линии отличаются высокой гибкостью и позволяют изготавливать коробки широкого ряда типоразмеров. Возможность комплексной автоматизации технологического процесса изготовления коробок из картона и гофрокартона является важным преимуществом этого вида тары и способствует сохранению за ними одной из ведущих позиций на рынке упаковки.
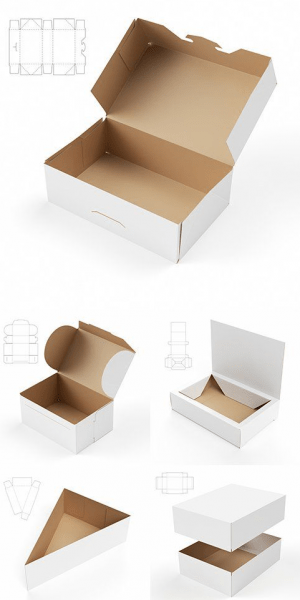
Существуют самые разнообразные виды складных коробок. Наиболее распространенной конструкцией является картонная коробка, дно и верх которой не примыкают к общей стороне; при ее сборке картонная развертка сгибается по четырем параллельным линиям, одна из которых отделяет узкий клапан (образующий фабричный шов), который приклеивается, и заготовка принимает форму рукава. Края высекаются в виде клапанов, на них наносятся линии рилевки; затем эти клапаны закрываются и фиксируются по краю рукава, и в результате образуется закрытая упаковка.
Рис. 6.2. Показанные здесь основные типы складных картонных коробок имеют множество разновидностей. На рисунке изображены плоские заготовки, которые высекаются; на них наносятся линии рилевки, а затем коробка собирается и склеивается. Клеевой клапан обычно высекается вместе с задней стороной коробки, чтобы после склеивания открытый срез картона был направлен назад (показана внешняя сторона, также называемая стороной штампа)
Коробка со склеиваемым дном очень похожа на описанный выше тип, но оба дна после фасования заклеиваются. На рис. 6.2 показаны различные формы клапанов дна. Нижние клапаны часто снабжают специальными замками, чтобы не дать тяжелым товарам выпасть при поднятии коробки. Посылочные коробки имеют дополнительные прорези и язычки, не позволяющие упаковке раскрыться в пути.
Мы привели только основные разновидности, на основе которых талантливый дизайнер может создать множество новых модификаций. Упаковка может иметь различные вырезы и выступающие детали, что позволяет потребителю лучше рассмотреть продукцию или обеспечивает определенное расположение товара внутри коробки . При включении дополнительных деталей (перфорации и шарнирных соединений, язычков и прорезей, подставок-пюпитров и манжет) себестоимость повышается незначительно или вообще не изменяется. Именно такое разнообразие конструкции делает складную коробку такой удобной.
Выбор конструкции и материалов для коробки определяется типом продукции и соображениями маркетинга конкретной продукции. Если упаковка выполняет исключительно утилитарные функции (например, служит для хранения продукции) либо поставляется на промышленные предприятия или в организации, то при принятии решений в первую очередь учитывают себестоимость. В этом случае проблема сводится к тому, чтобы использовать наиболее тонкий сорт картона, допустимый в данном случае, и рассчитать минимальную по площади развертку.
Возрастание или снижение прочности картона в зависимости от его толщины приведено в табл. 6.2, а также на графиках, представленных на рис. 6.3, 6.4 и 6.5. После того как сформулированы технические требования, необходимо провести испытания, подтверждающие пригодность выбранной конструкции. Особенную важность имеют испытания на падение и виброустойчивость; проводить их следует в условиях, максимально приближенных к эксплуатационным, то есть поместив в коробку содержимое, для которого она предназначена, и упаковав в транспортную тару столько коробок, сколько планируется перевозить в ней на практике.
| Объем коробки, куб. дюймов | Вес содержимого, фунтов | Толщина картона , дюймов |
| до 20 | до 0,25 | 0,018 |
| от 20 до 40 | от 0,25 до 0,50 | 0,020 |
| от 40 до 60 | от 0,50 до 0,75 | 0,022 |
| от 60 до 80 | от 0,75 до 1,00 | 0,024 |
| от 80 до 100 | от 1,00 до 1,25 | 0,026 |
| от 100 до 150 | от 1,25 до 1,50 | 0,028 |
| от 150 до 200 | от 1,50 до 2,00 | 0,030 |
| от 200 до 250 | от 2,00 до 2,50 | 0,032 |
| от 250 до 300 | от 2,50 до 3,75 | 0,036 |
| от 300 до 375 | от 3,75 до 5,00 | 0,040 |

Рис. 6.3. Жесткость картона определяется модулем упругости (модулем Юнга), длиной волокон и поперечным сечением листа. Одиночные волокна древесной целлюлозы имеют модуль упругости около 500 000 psi (фунтов на кв. дюйм) (3,448 МПа). Так как большая часть волокон расположена параллельно направлению отлива бумаги (продольному направлению), жесткость в этом направлении выше. При увеличении толщины листа момент инерции возрастает пропорционально квадрату расстояния от центра листа до его внешней поверхности. Следовательно, в наибольшей степени жесткость определяется внешними слоями
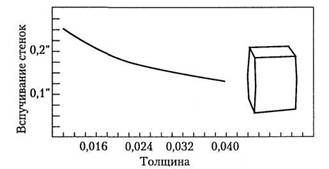
Рис. 6.4. При упаковке сыпучей продукции в большие коробки их стенки деформируются и вспучиваются под внутренним давлением содержимого. Наиболее важным фактором является площадь стороны. На графике видно, что увеличение толщины картона лишь незначительно снижает вспучивание стенок
Одним из требований, предъявляемых к складной картонной коробке, является ее привлекательность для покупателя, однако необходимо учитывать и другие факторы. В первую очередь следует рассмотреть способ выкладки продукции. Упаковка должна быть устойчивой, не падать с полки в магазине. Лицевая сторона коробки должна удачно смотреться и в том случае, когда на полках в торговой сети выставлено множество коробок. Необходимо, чтобы размер упаковки (по сравнению с размером товара) был солидным, но при этом не вводил потребителя в заблуждение. На рис. 6.6 показано на примере картонной коробки для мягкой тубы, как определить наиболее подходящий для нее размер.

Рис. 6.5. При транспортировании на картонную коробку воздействуют в основном сжимающие усилия. На графике показано, как возрастает прочность картона по мере увеличения его толщины. В качестве примера рассматривается максимальная нагрузка (в фунтах) в направлении сверху вниз, которую может выдержать картонная коробка размером 210 × 76 × 279 мм
Размер картонной коробки должен соответствовать стандартной высоте полок в магазине. Если в торговой сети рассматриваемый товар обычно вывешивают на консолях, то коробку необходимо снабдить подвесной петелькой или удлинить одну из сторон и сделать в ней отверстие соответствующего размера. Потребителю должно быть нетрудно взять упакованный товар с полки и держать его в руках. Тяжелая картонная коробка может снабжаться ручкой, высекаемой из той же развертки. Обеспечить хороший уровень продаж может помочь окно на коробке, через которое видно ее содержимое или качественное изображение упакованной продукции.
В сфере расстановки упакованной продукции на полках магазинов тоже происходят изменения. В течение долгого времени в розничной торговле картонные коробки по возможности размещались (и печать также выполнялась соответствующим образом) лицевой стороной по направлению к потребителю - наружу и вверх, - что позволяло привлечь большее внимание к выставленному товару. Иногда коробка рассчитана на горизонтальное расположение на полке (причиной может быть то, что товар в этом случае лучше выглядит, а иногда и возможность укладки коробок в два слоя), и случается даже, что сообразительные разработчики упаковки задействуют уже готовый тип коробки, используемый какой-либо другой компанией для вертикально выставляемой продукции. Но в то же время количество разнообразной продукции, предлагаемой в магазинах, особенно в супермаркетах, все увеличивается, и многие менеджеры магазинов предпочитают, чтобы лицевая сторона имела меньшую площадь, так как это позволяет выставить на полке большее число видов продукции. За место на полке идет постоянная конкуренция.
К использованию коробок с пятой стороной следует подходить крайне осмотрительно. С точки зрения привлечения внимания к товару на полке они действительно эффективны, но для их производства требуется больше картона, они могут создавать проблемы при обработке на технологической линии, а также при упаковывании в транспортные ящики. Вместе с тем такие коробки могут оказаться совершенно необходимыми для упаковки мелких предметов, которые в ином случае рискуют просто остаться незамеченными.
Рис. 6.6. Формула Бристоля-Лунда (Bristol-Lund) используется для расчета наиболее подходящего размера картонной коробки для мягкой тубы (при этом, как правило, соблюдается и правило о недопустимости упаковки, создающей неверные представления о товаре)
В некоторых случаях в целях предотвращения мелких краж необходимо сделать коробку достаточно большой, чтобы ее нельзя было спрятать в руке или положить внутрь другой коробки. По той же самой причине предпочтительнее приклеивать клапаны коробки, так как в противном случае вор имеет возможность вынуть товар и вернуть на полку пустую упаковку.
Хороший внешний вид упаковки в розничной сети определяется прочностью самой коробки, качеством используемого картона и типом печати. Нецелесообразно экономить за счет использования менее качественного материала, который быстро потеряет товарный вид.
После того как будут учтены маркетинговые аспекты, дальнейшее принятие решений о выборе материалов и о конструкции коробки должно осуществляться на основе рассмотрения назначения упаковки и требований к ее себестоимости; анализ отдельных аспектов должен осуществляться поэтапно.
Поскольку разные фабрики выпускают неодинаковый картон, инженеру по упаковке имеет смысл в первую очередь определить маркетинговые и технические требования к разрабатываемой коробке, а затем подобрать тот тип картона, который наиболее им соответствует.

Рис. 6.7. Под влиянием погодных явлений и условий хранения прочность картона может уменьшиться вдвое
Далее необходимо выяснить, будет ли данный материал в наличии в необходимом количестве и в определенный период времени. Так, например, постепенно снимаются с производства тяжелые сорта макулатурного картона толщиной более 30 пунктов (0,8 мм), а также особенно тяжелые сорта сплошного беленого сульфатного картона (SBS), применяющегося в настоящее время только для производства коробок для молока. Другие материалы, например картон толщиной 10 пунктов (0,25 мм), а также гофрокартон профиля Е и F (который иногда применяется для производства складных коробок повышенной прочности), в некоторых регионах достать будет очень сложно. Другим фактором являются погодные условия. Так, например, на жесткость коробочного картона и прочность коробки влияет влажность (рис. 6.7).
Если выбирается макулатурный картон, технологу по упаковке следует подсчитать и затраты на печатную обработку макулатурного картона и изготовление из него коробок, а также учесть возможность того, что производительность упаковочного оборудования будет ниже, так как на более высоких скоростях качество снижается. Кроме того, макулатурный картон может оказаться недостаточно прочным для производства некоторых сложных конструкций, например торцовых фиксаторов и фиксаторов с вставными язычками. В результате может оказаться, что для обеспечения необходимых эксплуатационных характеристик упаковки может потребоваться более толстый сорт макулатурного картона, но в этом случае придется перевозить более тяжелые грузы и использовать транспортные ящики большего размера.
В случаях, когда предполагается, что в ближайшем будущем упаковочные операции будут производиться вручную или на полуавтоматическом оборудовании, желательно оценить долгосрочные перспективы и определить, будет ли в дальнейшем производиться переход на автоматическое оборудование . Так, например, коробка с замковой защелкой на дне идеально подходит для ручной загрузки и не может закрываться на автоматическом оборудовании. Разрабатывать операционные карты, проектировать упаковку и детали фасовочной техники следует таким образом, чтобы при переходе на более сложные технологии не требовалось заменять высечные штампы и печатные формы, а тем более все применяемое упаковочное оборудование .
Себестоимость всегда является важным аспектом, и во многом она определяется выбором конструкции и типа используемого материала. Как правило, любое усовершенствование характеристик картона или улучшение внешнего вида его поверхности приводит к росту себестоимости. Именно в этой сфере технолог по упаковке может оказать важную помощь отделу маркетинга, когда принимаются решения об упаковке товара. Здесь не существует каких-либо непреложных правил, и окончательный выбор делается на компромиссной основе. С помощью данных табл. 6.3 можно принять решение о том, следует ли использовать картон с внутренними слоями из вторичных материалов или состоящий исключительно из первичных волокон.
Таблица 63. Сравнение характеристик картона из первичного материала и картона с внутренними слоями из другого (переработанного) материала
| Характеристики | Сплошной беленый сульфатный картон | Картон с внутренними слоями из вторичных волокон |
| Деформация стенок (вспучивание) | При открывании коробки стенки деформируются из-за меньшей жесткости в продольном направлении | Жесткость в продольном направлении выше |
| Рилевка | Линии рилевки держатся надежно | Линии рилевки со временем теряют форму |
| Ползучесть | Небольшие темпы ползучести; меньше проявляется усталость при сжатии | Высокая скорость ползучести; большая усталость при сжатии |
| Склеивание | Требуется дорогостоящий синтетический клей | Допустимо использование недорогого декстринового клея |
| Равномерность обработки | Более равномерная машинная обработка | Обрабатывается менее равномерно |
После того как будут рассмотрены все эти вопросы, учитывается такой важный фактор, как экономическая эффективность. Хотя экологической безопасности в последнее время уделяется достаточно большое внимание, большинство специалистов по упаковке согласны с тем, что выбор всегда делается в пользу наиболее функционального и самого экономичного варианта.
Разработчику упаковки необходимо сотрудничать с дизайнером компании-производителя, поставляющей коробки. В последнее время наблюдается стремление к определению технических характеристик по взаимному согласию поставщика и заказчика; план разработки коробки тоже делается приемлемым для обеих сторон. Поставщики материалов и производители упаковки знают, что для этого требуется много времени, но эти усилия вполне оправданы.
Основными моментами, которые необходимо указать в технических характеристиках складных картонных коробок, являются:
- размеры;
- используемые материалы;
- схема рилевки.
Размеры всегда приводятся в следующем порядке: длина, ширина, глубина; измеряются они от середины одной линии рилевки до середины другой. Длина измеряется вдоль шарнирного соединения крышки, ширина - от шарнирного соединения до подгибаемого клапана, а глубина - параллельно клеевому клапану. В случае сложной конструкции имеет смысл представить подробную схему.
Необходимо точно указать толщину картона, его плотность, покрытие и глянец. Приводятся характеристики как лицевой, так и оборотной поверхности, например: белый картон с машинным мелованием, серый картон , перегибоустойчивый коробочный картон и т. п. Обязательно указывается и тип печати. Все цвета и оттенки должны обозначаться с помощью стандартных систем кодирования или представляться в виде образцов; кроме того, указываются допустимые отклонения от установленных стандартов. Если необходимо использование глянцевых красок или лакирование всей поверхности коробки или ее отдельных участков, то это следует указать в технических характеристиках. Необходимо подробно оговорить, какие методы выборочного контроля будут приниматься, а также уровень качества, требуемый при приемочном контроле.
При разработке конкретной упаковки в первую очередь следует установить внутренние размеры контейнера, определяемые величиной упаковываемой продукции. Длина каждого размера немного увеличивается - как правило, на величину от 1/32 до 1/16 дюйма (от 0,8 до 1,6 мм), - чтобы между ним и коробкой был зазор. Затем выбирается толщина картона ; чаще всего используется материал толщиной 18 и 20 пунктов (0,457 и 0,51 мм). Чтобы убедиться в правильности выбранных размеров, на этом этапе желательно сделать образец упаковки.
На большинстве крупных предприятий, производящих картонные коробки, и даже на некоторых упаковочных предприятиях имеется конструкторское бюро; работа
осуществляется на компьютере. С помощью системы автоматизированного проектирования и графического планшета делается схема критических точек чертежа коробки, которые затем вводятся в базу данных. После этого компьютер соединяет эти точки линиями. К компьютеру подключен плоттер, который переносит полученный чертеж на лист картона или винилового пластика. Если изображение наносится на картон, то с помощью того же плоттера может быть с точным соблюдением технических условий выполнена рилевка и высечка заготовки. Затем образец оценивается как упаковочным предприятием, так и поставщиком коробок, и получает их одобрение.
Если плоттер наносит изображение на винил, то можно выполнить печать макета на прозрачной пленке из полиэстера, который потом используется в качестве монтажного листа для обеспечения правильного расположения изображений относительно деталей коробки.
На небольших упаковочных предприятиях предпочтительнее делать образцы вручную. Волокна картона почти всегда располагаются горизонтально, то есть проходят вокруг по сторонам коробки, перпендикулярно к основным линиям рилевки; такое направление волокон помогает избежать деформации (вспучивания) по верхнему краю и помогает остаться плоскими основным сторонам (рис. 6.8).
Чтобы сделать образец коробки, развертку вырезают по контуру ножницами или ножом, а линии рилевки наносят, положив заготовку лицевой стороной вниз на длинный отрезок рилевочной линейки, которую может предоставить поставщик коробок. Эта стальная линейка закрепляется на деревянной подставке закругленным краем вверх. Заготовка прижимается к рилевочной линейке сверху с помощью бруска с раздвоенной поверхностью, которым проводят по картону вдоль проведенных карандашом линий. Брусок делается из твердой древесины; на его торцовой поверхности делается желоб шириной 1/16 дюйма и глубиной 1/32 дюйма (1,6 на 0,8 мм). Таким образом вдоль линий рилевки образуется валик, нарушающий жесткость коробочного картона в этой зоне, благодаря чему становится возможным выполнить аккуратные сгибы (см. рис. 6.9).

Рис. 6.8. Волокна картона чаще всего идут в направлении вокруг коробки, перпендикулярно основным линиям рилевки. Благодаря этому материал обладает большей жесткостью в промежутке от одной линии рилевки до другой. Отогнутые края обеспечивают жесткость в противоположном направлении
Рис. 6.9. Картон сгибается по направлению от линии рилевки. Валик, образованный с помощью желобка рилевочно-высекального пресса, обрывает связь между слоями бумаги. Когда лист сгибается, картон на линии сгиба расслаивается и выступает наружу в форме валика, тем самым уменьшая нагрузку, воздействующую на внешний слой картона. Если бы этого не произошло, внешняя поверхность разорвалась бы

Рис. 6.10. Основные размеры (в дюймах) на примере развертки типичной складной коробки. Общих стандартов не существует, и количество выпускаемых разновидностей достаточно велико
Далее, если речь идет о клееной коробке, то независимо от того, каким способом был сделан образец, заготовка складывается, наносится клей, и затем коробку укладывают в плоском положении под груз и выдерживают до высыхания клея. При условии правильного выполнения высечки и рилевки стороны должны расположиться точно под прямым углом друг к другу, а клапаны, образующие торцовые стенки и фиксирующие их, засовываются в прорези или встают в необходимое положение без излишнего трения. В редких случаях приходится подрезать края или наносить новые линии рилевки для обеспечения более правильной сборки. Затем этот образец может использоваться для проверки того, насколько подходят первоначально выбранные размеры коробки, то есть располагается ли в ней содержимое так, как это рассчитывалось. Наиболее распространенные размеры можно найти на рис. 6.10; точная терминология для описания деталей картонной коробки приводится на рис. 6.11.
Если коробки испытываемого типа предназначены для обработки на автоматическом оборудовании, то необходимо, чтобы поставщик коробок изготовил вырубной штамп. Следует сделать как минимум 500 образцов, которые склеиваются на промышленной склеивающей машине; они испытываются на оборудовании для производства коробок. Печать на образцах выполнять не обязательно, но они должны изготовляться из соответствующего материала.

Рис. 6.11. Чтобы обеспечить взаимопонимание с предприятиями-поставщиками, детали складных картонных коробок следует называть правильно
В настоящее время появляется все большее число разнообразных прикладных программ, и изображения для коробок все чаще подготавливаются на компьютере. При использовании системы автоматизированного проектирования разработка конструкции коробки может проводиться совместно с работой над печатным изображением, и таким образом сразу - в соответствии с точными техническими условиями - разрабатывается упаковка в целом. Тем не менее не следует использовать компьютерные распечатки в качестве образца для подбора цвета при выполнении печати. Система получения пробных оттисков, используемая для утверждения образца отпечатка и используемой краски, должна максимально соответствовать выбранной технологии печатного процесса, так как методы печати сильно отличаются.
На небольших предприятиях и в типографиях, где упаковка изготовляется вручную, подготавливается пробный отпечатанный лист. Такой лист, отпечатанный со штампа, позволяет проверить, правильно ли располагается печать на каждой стороне картонной коробки.
Картонные коробки должны упаковываться в прочные транспортные ящики, в которых должно оставаться около 15 % свободного пространства, для того чтобы не повредить сгибы с насечкой. Если коробки будут упакованы слишком плотно, то противоположные стороны окажутся прижатыми друг к другу, тогда как предпочтительнее, чтобы они слегка выгибались наружу, так как это облегчает открывание коробки перед фасованием. Небольшие коробки предпочтительно упаковывать на лотках, но в крупных ящиках содержимое достаточно просто разделить листами картона. Все коробки в укладке должны быть уложены в одном направлении, что особенно важно, если сборка будет осуществляться с помощью автоматического оборудования. Транспортные ящики для этих целей изготовляют обычно из гофрокартона; они должны быть достаточно прочными и выдерживать штабелирование высотой 5-6 футов (от 1,5 до 1,8 м) без деформации. Нежелательно хранить склеенные и собранные коробки в течение более 6 мес., так как картон может коробиться или затвердевать.
Содержимое
Упаковать красиво и оригинально подарок можно и своими руками. Сам процесс создания принесет вам массу положительных эмоций, а еще вы сэкономите деньги и подарите частичку своей души и любви. Чтобы создать квадратную коробочку своими руками из картона понадобится совсем немного усилий, фантазия, любовь и некоторые инструменты и материалы:
- картон (тонкий и гофрированный);
- клей ПВА, клей-пистолет, канцелярский клей;
- скотч (двухсторонний и обычный);
- ножницы и канцелярский нож;
- линейка;
- ручка, которая уже не пишет;
- всевозможный декор.
Готовый шаблон
Любая картонная коробочка начинается с шаблона. Без него вам будет сложно создать красивую и аккуратную упаковку подарка. Мы подготовили для вас несколько шаблонов коробочек, которые можно использовать не только в качестве упаковки, но и как шкатулку для хранения украшений, ниток, иголок и другой мелочи. Вариаций шаблонов огромное количество, вы и сами можете придумать дизайн. Наш вам совет: сначала попробуйте соорудить коробочку из газеты или плотных листов журнала, а потом уже беритесь за чистовой вариант.
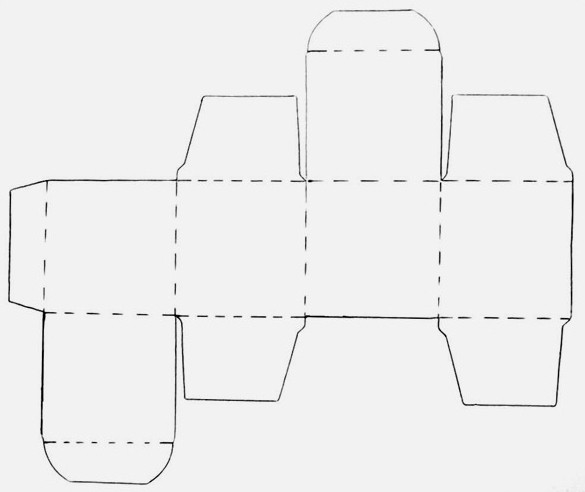

Шаблон нужно увеличить до тех размеров, до которых вы хотите видеть коробочку. Затем его нужно распечатать и перенести на картон. Пунктирные линии — это места сгибов. Используйте ручку, которая не пишет или толстый край ножниц, чтобы пройтись по этим линиям и наметить места сгибов, чтобы картон легко поддался и согнулся именно так, как вам необходимо. Сделать квадратную коробку из картона своими руками проще простого, особенно если использовать схемы, которые не требуют применения клея:
Предлагаем еще несколько шаблонов коробочек из картона, которые можно создать без единой капли клея.
Все дело в специальных «зацепках», с помощью которых конструкция держится и не рассыпается. Ну а теперь приступим к декору.
Квадратная коробка из картона своими руками (особенно, если картон плотный) может быть оформлена в самых разных стилях и с применением разных техник. Это может быть декупаж, плотный картон выдержит эту технику, это может быть композиция, выполненная в технике квилинг, цветы из различных материалов. Вы также можете использовать аппликации, ленты, бусины, камни, стразы и другой декор. Старайтесь выбирать детали в единой стилистике, чтобы оформление не выглядело слишком грубым и некрасивым. Необязательно полностью оформлять коробку декором, иногда бывает достаточно лишь крафт-бумаги или текстуры самого картона и обычной нежной атласной ленточки.

Не забывайте оформлять коробочку и внутри тоже. От этого будет зависеть ее завершенный вид. Внутри коробочки можно положить мягкую атласную подушку, оформить внутренность фольгой, обоями, подарочной бумагой и другими материалами.
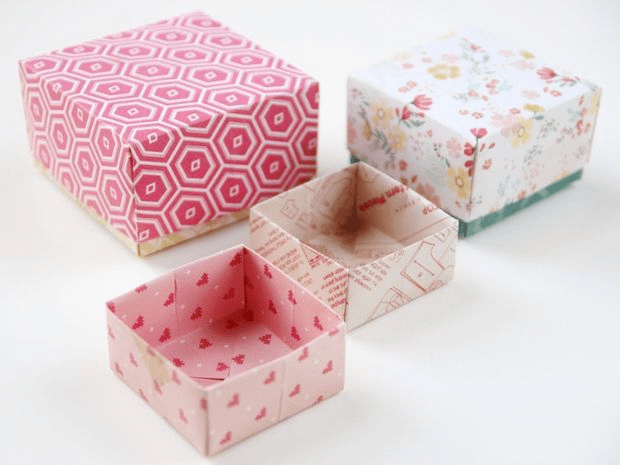

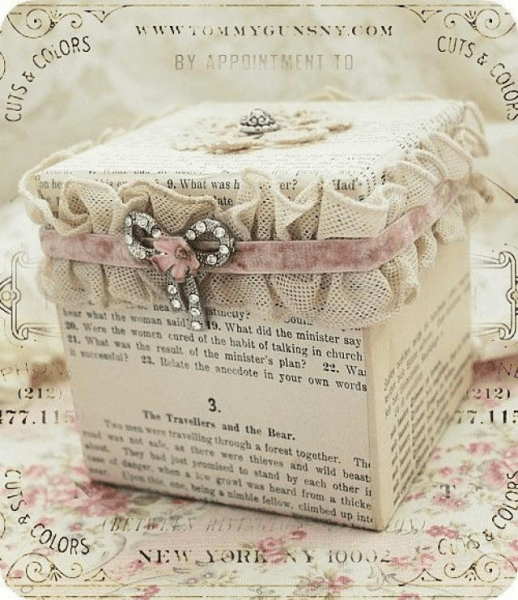
Очень красиво в оформлении коробочки смотрится кружевной материал — упаковка получается в таком деревенском или рустикальном стиле.

Для оформления также можно использовать мешковину и плотные обои с интересным принтом. Такие коробки можно использовать для хранения вещей, мелких деталей, украшений. Если внутри из картона сделать перегородки, то это получится настоящий органайзер для украшений, пуговиц и прочей мелочи, который можно преподнести в качестве подарка.

Вспомните о хобби, которым увлекается человек, которому предназначен подарок. Может быть, он любит путешествия и коробку можно оформить марками, он любит цветы, тогда используйте флористическую тематику, это любитель машин и техники, тогда используйте какие-то характерные для этого увлечения детали.

Даже обычные почтовые марки могут стать оригинальным оформлением коробочки из картона своими руками.
Создаем шаблон своими руками
Шаблон для квадратной коробки можно создать и своими руками. Для этого на листе основного материала нужно нарисовать квадрат необходимого размера. Далее от каждого угла нужно нарисовать прямые линии такой длины, какой вы хотите высоты коробку. Для коробки также нужно сделать крышку, которая будет буквально на 2 мм больше, чем сама упаковка.
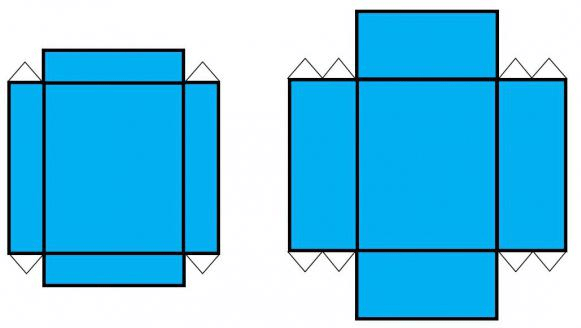
Используйте двусторонний скотч, клей ПВА или клей-пистолет, чтобы соединить детали выкройки из картона. Вы можете использовать также тонкий разноцветный картон, если ваш подарок не слишком тяжелый.
Коробка из картона в форме детали Lego
Для этой квадратной коробочки нам понадобится довольно тонкий картон, который должен быть цветным с двух сторон. Такая упаковка придется по душе детям, в нее можно спрятать конфетки, игрушки конструктора, небольшие детские украшения, коллекционные машинки и другие сувениры.
Для начала нужно создать шаблон, распечатать его и перенести на цветной картон. Кстати, шаблон можно сразу распечатать на цветном картоне.

Далее тупыми ножницами нужно провести по местам сгибов, чтобы картон красиво сгибался. И далее можно приступать к созданию интересной упаковки. Используйте обычный канцелярский клей, чтобы соединить детали.

Теперь необходимо вырезать четыре одинаковых кружка из того же картона, из которого вы делаете коробку. Кстати, размер коробочки будет зависеть от того, какого размера ваш подарок. Можно даже сделать традиционную конструкцию: коробочка в коробочке. Ребенку будет интересно раскрывать одну коробку, и находить в ней новую.

Теперь необходимо взять толстую клейкую ленту или плотный двусторонний скотч, на который мы будем крепить наши кругляшки.
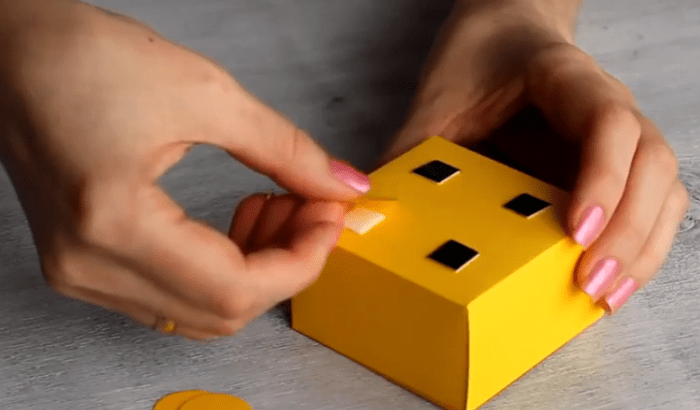
У вас в итоге должна выйти вот такая интересная коробочка в виде конструктора Лего.
Коробочка на скорую руку
Если вам понадобилось очень быстро оформить какой-то подарок, а под рукой нет подходящей упаковки, то ее можно быстро сделать своими руками. Используйте в данном случае тонкий картон — с ним удобнее работать и упаковка получается более аккуратной.
Для начала нужно из картона вырезать квадрат и прочертить прямые линии от углов к углам.

Теперь аккуратно соберите вашу коробочку и закрепите клеем. Из листа немного побольше (примерно на 5-6 мм) сделайте по такому же принципу крышку.
Осталось лишь украсить нашу упаковку. Если подарок не слишком тяжелый, то к крышке можно прикрепить ленту, за которую вы будете держать коробочку и преподносить подарок.
Сегодня делюсь с вами моей разработкой развертки для коробочки с высокими бортиками. Развертка эта необычна тем, что она экономит бумагу, к тому же позволяет разместить ее на меньшем формате бумаги, что актуально при сборке коробок с высокими бортами.
Конечно, речь идет только о таких коробочках и только в случае двойного борта (жесткого). Для других видов коробок или крышек к ним эффективнее будет применять стандартные развертки.
Началось все с того, что такие коробочки понадобились мне для проекта "мамины сокровища" , и стандартная развертка не вмещалась в формат бумаги А3 именно из-за двойных высоких бортов.

Развертка родилась благодаря нескольким ошибкам, и теперь на основе еще одной ошибки покажу вам, как делать такие коробочки.
На фото две ошибки - коробочка с неправильной крышкой и крышка, которую по ошибке я собрала такого же размера, что и коробку, из-за чего она просто не налезла =)
Для этой крышки я сейчас и буду делать коробочку.

Приготовьтесь, сейчас будет немного цифр, геометрии и пространственных белых фигур. Но я постаралась сделать для вас как можно больше пояснений и фотографий процесса, так что должно быть понятно.
Итак, сначала определитесь с нужными размерами коробочки. Лучше их записать и зарисовать, пусть даже схематически и коряво, как я =) У меня высота коробки 5 см, ширина и длина - 6 и 9 соответственно.
Теперь нужно начертить развертку, чтобы не запутаться, она выглядит как на рисунке справа.
Заштрихованный прямоугольник - это будущее дно коробки, имеет габариты длина/ширина.
ВАЖНО: расположение дна должно быть именно такое, как на рисунке: горизонтальный размер "а" (длина) больше вертикального "b" (ширины). В случае одинаковых размеров, - значения не имеет.
Отличие данной развертки от стандартной в том, что в обычной пришлось бы слева и справа добавлять еще по одной полоске, равной высоте коробки. Но иногда эти самые две "лишние" высоты просто не вмещаются на лист бумаги.
Теперь о размерах. Вверх и вниз от прямоугольника-дна отмеряем два раза по высоте коробки, причем крайние ряды - на 1-1,5 мм меньше, чтобы загибы не нахлестывались на дно.
Влево и вправо отмеряем размер "с", равный бОльшему из ширины и высоты. В моем случае, высота меньше, чем ширина, поэтому я отмерила размер, равный ширине коробки "b". В любом случае, это должен быть бОльший размер.

После замеров вырезаем полученный прямоугольник и делаем биговку по линиям. Можно пользоваться специальными инструментами для биговки, можно спицей или непишущей ручкой, кому чем удобно.

Вот еще одно фото, положение аналогичное рисунку.

Теперь снова немного геометрии:)
Рисунок слева демонстрирует то, что я указала выше: крайние верхний и нижний строки должны быть чуть меньше, чем высота, буквально 1-1,5 мм. В моем случае это 4,9 см.
Когда прямоугольник готов, нужно сделать несколько надрезов, в местах, которые показаны на рисунке справа зеленым маркером, а затем согнуть по всем линиям, чтобы потом легче было склеивать

Вот что должно получиться в результате

Еще чуть-чуть геометрии:)
Теперь нужно определиться, что же на развертке лишнее. Все зависит от того, какой размер (ширина или высота) у вас больше. Так как у меня бОльшим размером была ширина, то я пользуюсь схемой справа: отрезаю то, что выделено зеленым. Косые срезы нужны для того, чтобы не мешать загибам клапанов, скос делайте небольшой, около 2 мм, а также нужно учесть, что эти части будут внутри, поэтому максимальная высота должна быть на 1-1,5 мм меньше, чем высота.
Если у вас бОльший размер - высота, то косые срезы чисто символические (1-2 мм), а вот верхние клапаны нужно будет подрезать по размеру ширины (меньшему размеру).
Звучит все, наверное, не понятно, так что рисунки должны быть намного информативнее.

Вот так у меня получилось. как видите, из отходов - всего два прямоугольника. В отличие от стандартной схемы, где срезается минимум 4, а бывает что и больше.

Теперь остается самое простое физически и самое сложное теоретически (сложно на рисунках объяснить что куда приклеивать).
Итак, начинаем с верхнего клапана. Его просто проклеиваем и загибаем (обозначено как 1).
Затем займемся левым внутренним клапаном, почему он указан разными цифрами, но одним блоком - поясню позже.

Вот как должна выглядеть развертка при приклеивании верхнего клапана.

Теперь приступаем к левому внутреннему клапану.
Мажем клеем ту часть, на которую указывает мой палец

И вот таким вот образом приклеиваем, собирая один из бортов

Вот что получается

Укладываем макет книзу тем местом, которое склеивается, и хорошо проглаживаем, чтобы поверхности скрепились.
У меня есть такая ручка, у нее гладкий хвостик, но при этом слегка заостренный

Ей я придавливаю все уголки, к которым нет доступа пальцу, а также заодно и всю область приклеивания. Так как я работаю с клеем-карандаш, то склеивание происходит быстро, и бумага (в моем случае ватман для черчения) не коробит.

Теперь займемся второй частью внутреннего клапана. Ее мажем клеем

И приклеиваем к нижнему бортику. В результате фигура получается такая. Аналогично хорошо проглаживаем место склеивания, чтобы все крепко держалось.
И теперь займемся правой частью. С ней работаем аналогично, сначала проклеиваем ту часть, на которую указывает палец

И приклеиваем к ней боковинку

А затем.... а вот и причина, по которой на рисунке 11 я внутренний клапан закрасила одной фигурой, хотя она обозначает два этапа. У нас остается в конце один клапан, который очень проблематично протолкнуть внутрь, особенно если бумага плотная, а и подлезть с клеем сложно, чтобы еще и не запачкать все вокруг.
Именно поэтому я мажу сразу весь закрашенный клапан, и быстро приклеиваю его поочередно к двум бортам. Так как он сплошной, то и клеем мазать его проще целиком. Поместив его внутрь сразу, ничего не пачкается и удобнее выравнивать углы.
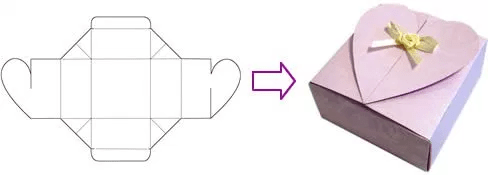
Эта коробка-пакетик очень хорошо подойдет для маленьких презентов и сувениров, например, для косметики или мыла ручной работы. Так же, это хороший вариант для использования в качестве бонбоньерки на свадьбе. Размер в готовом виде с учетом ручек 120*80*40 мм.
Для этой коробки я подготовила несколько файлов с шаблонами, которые вы можете скачать с форума нашего сайта (ссылка в конце статьи). После того, как вы скачали и разархивировали файлы, в папке найдете 4 файла, которые помогут вам сделать эти симпатичные коробочки.
Файл под названием Пакет-чб.jpg могут использовать обладатели черно-белого принтера. В этом файле находится схема коробочки, которую вы можете распечатать на обычном листе А4, вырезать и перенести на цветную бумагу, из которой хотите сделать коробку. Если есть возможность, можете распечатать этот шаблон прямо на листе цветной бумаги с изнаночной стороны (в случае, если бумага формата А4).
Для обладателей цветного принтера и программы Photoshop я подготовила специальные шаблоны, с помощью которых вы сможете распечатать готовые цветные развертки с лицевой и изнаночной стороны, а потом из них сделать коробки. Т.е. для этого нужна лишь плотная бумага для печати на принтере. Я советую использовать бумагу фирмы Lomond или Fora плотностью не менее 180 г/м2. Я использую бумагу Lomond (матовая односторонняя с фактурой льняного полотна, 230g/m2). Файлы называются Пакет-слои-1.pdf, Пакет-слои-1.pdf, Пакет-слои-1.pdf , т.е. три развертки для коробок, которые вы видите на фотографиях.
Расскажу поподробнее как правильно распечатать эти развертки. Тем, кто имеет цветные принтеры, хорошо известна проблема с заправкой картриджей цветными чернилами. И для тех, кто не имеет СНПЧ (система непрерывной подачи чернил), это становится целой проблемой. Поэтому, нужно печатать так, чтобы не тратить чернила впустую.
Таким образом, необходимо распечатать развертку с одной и другой стороны так, чтобы они совпадали. Точного совпадения добиться очень сложно, поэтому я сделала развертку лицевой стороны чуть шире изнаночной.
Итак, опишу пошагово что и как нужно сделать для тех, кто ни разу не работал в программе Photoshop.
1.
Открываем любой из трех файлов, например Пакет-слои-1.pdf
. Если панель "Слои" у вас не открыта, нажмите клавишу F7. В панели "Слои" вы видите два слоя, на "заднем плане" находится развертка для изнаночной стороны, на "Слое 1" - для лицевой.
2. Сначала распечатываем лицевую сторону развертки, вставив лист бумаги в принтер лицевой стороной и выбрав в меню вкладку "Файл-Просмотр и печать-Печать". Обязательно заметьте каким краем вы вставляли бумагу (отметьте карандашом на краешке).
3.
Нажимая на кнопочку "глаз", отмеченный на картинке красным кружочком, делаем слой с лицевой стороной неактивным, а слой с изнаночной разверткой становится видимым.


4. Теперь распечатываем изнаночную сторону развертки. Но прежде нужно перевернуть бумагу изнаночной стороной и вставить ее в принтер тем же краем. И обязательно нужно отобразить картинку по горизонтали. Для этого заходим в меню "Изображение-Повернуть холст-Отобразить холст по горизонтали".

5. Печатаем изнаночную сторону, нажав в меню "Файл-Просмотр и печать-Печать". Все, наша развертка готова. Осталось ее вырезать, сделать биговку пунктирных линий и согнуть их. Склеиваем коробочку, при желании делаем отверстия, отмеченные на шаблоне.


